

四川真空腔体的应用非常广泛,但是对于很多来说好像还比较陌生,下面小编给大家分享一下它的知识,来看看吧:
真空腔体的氩弧焊接,原则上必须采用内焊,即焊接面是在真空一侧,以免存在死角而发生虚漏。
真空腔体的内壁表面吸附大量的气体分子或其他有机物,成为影响真空度的放气源。为实现真空,要对腔体进行150——250℃的高温烘烤,以促使材料表面和内部的气体尽快放出。烘烤方式有在腔体外壁缠绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐篷中。比较经济简单的烘烤方法是使用加热带,加热带的外面再用铝箔包裹,防止热量散失的同时也可使腔体均匀受热。

笔者实验室的真空腔体烘烤时的真空度变化结果,烘烤采用缠绕加热带的方式。当真空度达到约10-3 Pa时,开始给加热带逐渐通电加热,保持腔体在150℃下进行长时间烘烤。烘烤过程中关闭离子泵,同时也给离子泵通电进行加热烘烤,这时的真空腔体只靠分子泵和前级泵来排气。随着腔体温度的升高,腔体内表面吸附的水蒸气等气体分子大量放出,真空度会迅速恶化。气体的放出量随着烘烤时间的延长而逐渐减少,因此真空度也逐步好转。停止烘烤时,切断加热带和离子泵的烘烤电源,然后趁腔体仍处在高温的状态下对钛升华泵进行除气处理。钛升华泵的除气处理是指给Ti丝通电加热,但又控制温度在Ti升华温度之下的操作。钛升华泵除气处理的目的是清除吸附在Ti丝表面的气体分子以及其他可能的污染物,钛升华泵的正常工作。充分完成钛升华泵的除气处理之后,启动离子泵和钛升华泵,加大真空排气的力度。随着排气力度的增大和由于腔体温度降低而放出气体的减少,系统的真空度会迅速好转。
新完成的腔体一次烘烤时,一般需要一周时间,重复烘烤后单独的烘烤时间可以适当减少。为了更准确地测量真空度,停止烘烤后也应该对真空计进行除气处理。如果真空泵能力充分而且烘烤时间充足的话,烘烤后真空度可提升几个数量级。
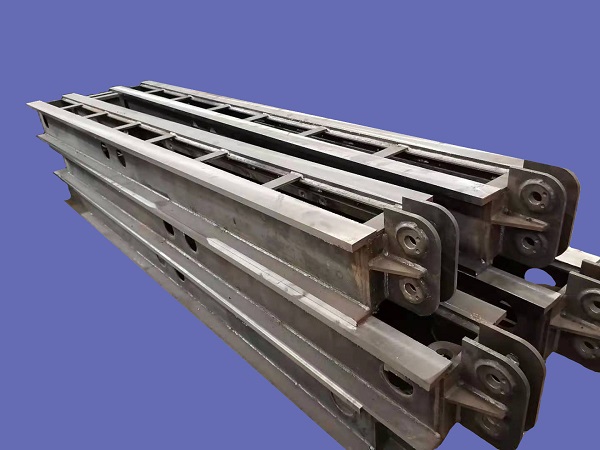
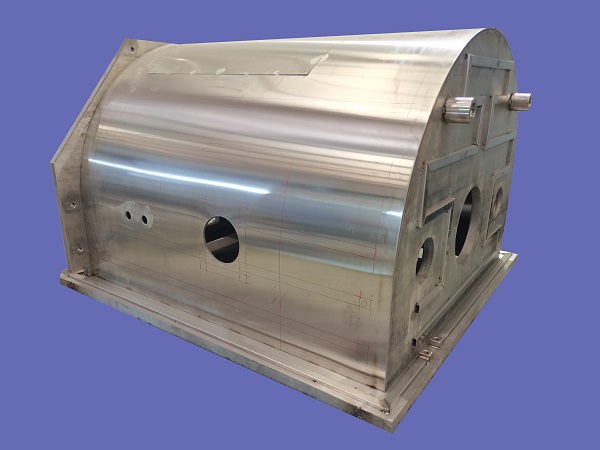
一个大气压在1cm2的面积上产生约1kgf的压力,对直径20cm的法兰来讲,就是1t的压力。圆筒或球形的腔体,由于构造的特殊性使得压力分散,腔体的壁厚2——4mm就不会变形。但是,对于方形腔体,侧面的平板上要承受上吨的压力,必须通过增加壁厚或设置加强筋,才能防止变形。方形腔体一般情况下要比筒形和球形腔体重,而且价格高。图3所示为几种代表性的真空腔体,分别为筒形、球形和方形。
希望通过本文大家能对四川真空腔体有一定的了解,四川贝恒机械设备有限公司专业从事真空腔体销售业务,欢迎广大新老客户来电咨询。



 当前位置:
当前位置:

 热门推荐
热门推荐






